This article explores the causes of deformation in precision and complex molds during heat treatment. It discusses the factors leading to deformation and offers preventive measures to minimize and control these deformations, thus improving mold quality and extending service life.
1. Impact of Mold Material on Deformation
1.1 Mold Material Selection
Selecting T10A steel for manufacturing complex molds with varying cross-sectional sizes, where minimal deformation after quenching is required, can sometimes result in larger deformation. Despite the hardness of the mold being within technical requirements (56-60 HRC), significant deformation may render the mold unusable and lead to scrapping. In contrast, using low-deformation steel like Cr12 steel resulted in acceptable hardness and deformation after heat treatment.
Preventive Measure:
For precision and complex molds requiring minimal deformation, it is advisable to use low-deformation steels such as air-hardened steels or micro-deformation steels.
1.2 Influence of Steel Material
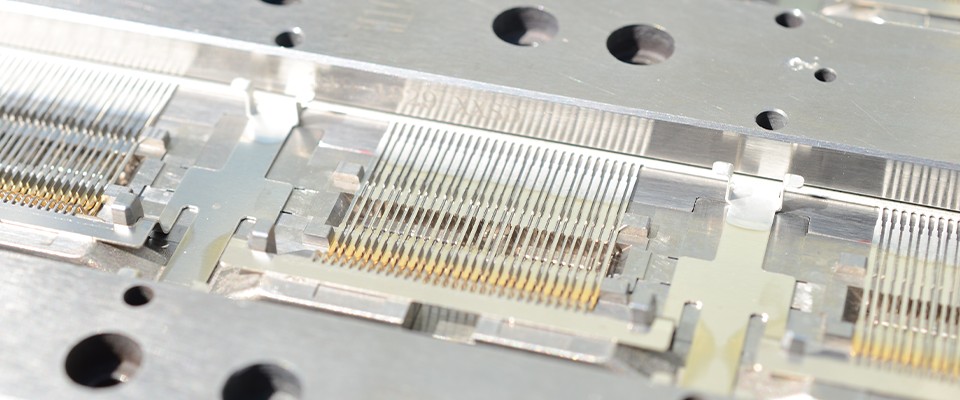
When using Cr12MoV steel to manufacture complex molds (e.g., those with Φ60mm round holes), the heat-treated molds exhibited elliptical holes, which led to mold failure. Although Cr12MoV steel is a low-deformation steel, large carbide segregations within the steel caused this deformation. Metallographic analysis revealed strip-like and block-like carbides.
(1) Cause of Elliptical Deformation
The elliptical deformation occurred due to the uneven distribution of carbides in the steel. Carbides have a coefficient of thermal expansion 30% lower than the matrix steel. During heating, carbides restrict the expansion of the mold. During cooling, they prevent the mold from contracting evenly, which leads to uneven deformation, resulting in elliptical holes.
(2) Preventive Measures
Select steels with minimal carbide segregation for precision molds. Avoid low-cost, inferior materials produced by smaller steel manufacturers.
Forge the steel properly to break up carbide blocks, reducing the uneven distribution of carbides and improving material uniformity.
Normalize the forged steel to achieve uniform, fine, and well-dispersed carbide structures, which will reduce deformation after heat treatment.
For large molds or those that cannot be forged, solid-solution dual-refinement treatment should be used to refine and uniformly distribute the carbides, which helps minimize deformation during heat treatment.
2. Impact of Mold Structure Design on Deformation
Even with high-quality materials and steel, molds can still experience significant deformation due to improper structural design, such as thin edges, sharp corners, grooves, sudden steps, and large thickness variations.
2.1 Causes of Deformation
Uneven thickness or sharp angles create thermal and structural stresses during quenching, leading to different rates of expansion and contraction in various mold parts. This disparity causes the mold to deform after quenching.
2.2 Preventive Measures
When designing molds, it is essential to:
Minimize thickness differences and asymmetric structures as much as possible.
Use smooth transitions at junctions of varying thickness to reduce stress concentrations.
Leave sufficient machining allowances in the design to account for deformation after heat treatment.
For particularly complex molds, combine structures to allow uniform cooling during quenching and minimize deformation.
3. Impact of Manufacturing Processes and Residual Stresses on Deformation
Some molds with complex shapes and high precision requirements exhibit significant deformation after heat treatment. A detailed investigation found that no prior stress-relief treatment was performed after machining or before the final heat treatment.
3.1 Causes of Deformation
Residual stresses accumulated during machining and quenching combine to amplify the deformation in the molds.
3.2 Preventive Measures
After rough machining and before semi-finish machining, conduct a stress-relieving annealing at 630-680°C for 3-4 hours, followed by air cooling. Alternatively, a 400°C for 2-3 hours stress-relieving treatment can be used.
Reduce the quenching temperature to minimize residual stresses after heat treatment.
Use oil quenching at 170°C, followed by air cooling for graded quenching.
Isothermal quenching can be applied to reduce residual stresses and ensure more uniform quenching.
4. Impact of Heat Treatment Heating Process on Deformation
4.1 Influence of Heating Speed
It is often believed that deformation after heat treatment is primarily caused by cooling, but in reality, the heating process, especially for complex molds, plays a significant role in deformation. When comparing heating processes, faster heating rates tend to result in more deformation.
(1) Causes of Deformation Due to Uneven Heating
When metal is heated, it expands. Due to uneven heating, different parts of the mold will expand at different rates, generating internal stresses. Below the phase transition temperature, thermal stresses occur due to uneven heating. Above the phase transition temperature, phase changes happen at different times, leading to additional structural stresses. Therefore, the faster the heating rate, the greater the temperature difference between the mold’s surface and core, resulting in larger stresses and greater deformation after heat treatment.
(2) Preventive Measures
Heat complex molds slowly below the phase transition temperature to ensure uniform heating.
Vacuum heat treatment results in less deformation compared to salt-bath heating.
Use preheating: for low-alloy steel molds, preheat to 550-620°C; for high-alloy steel molds, use two-stage preheating at 550-620°C and 800-850°C.